 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
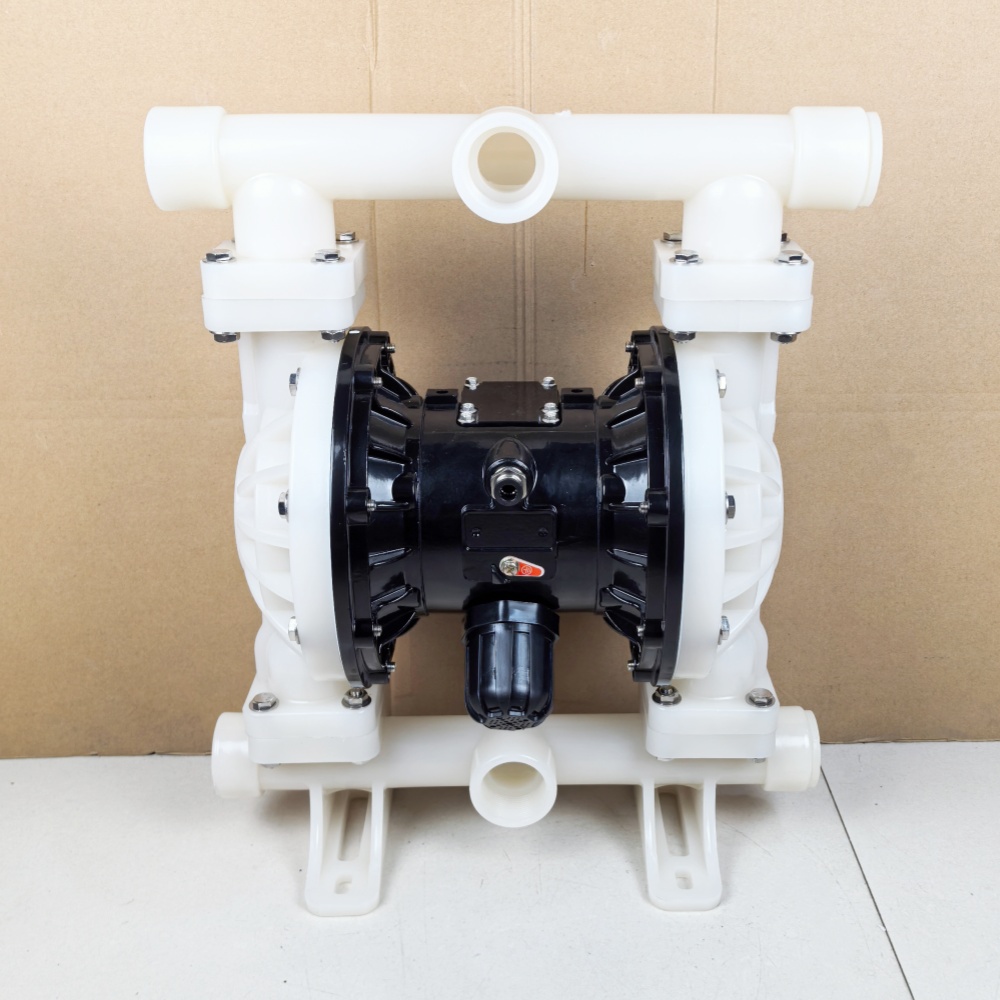
泥浆泵铸型装配过程分析
2020-08-13 09:06:58 来源:水泵网
泥浆泵铸渗法:在泵壳泥芯的流道部分涂敷能够熔入金属液的合金粉料,浇注后,合金熔入金属液以后,在流道壁的一定深度内形成高硬度层,从而提高流道壁的抗磨性。加入涂料的合金粉常用的有硼铁粉、铬铁粉、钼铁粉、锰铁粉等。使用前,将合金粉与黏结剂,(如水玻璃、糊精、呋喃树脂、酚醛树脂等)熔剂(如硼砂),填充料等均匀混合成糊状,按硬化层厚度要求和合金粉比例确定涂敷层厚度。
铸型装配前,应烘干泥芯及涂层。铸渗法实用于不宜镶衬和焊补的小型杂质泵。其他过流元件如端盖衬板和叶轮的抗磨结构目前尚无定型产品。由于受机械加工对硬度限制的要求并顾及生产成本,高抗磨端盖衬板及叶轮的结构仍以修复为主。端盖衬板的严重磨损部位在靠近外缘约50mm~100mm范围内,当前较好的抗磨修复方法是在此范围安装抗磨材料衬板。为便于制造、安装并保证必要的精度,衬板以分段组装结构为宜。
叶轮的磨损部位较复杂,主要是墙板外缘及叶片与墙板的结合部位。较好的修复方式是焊接或安装抗磨墙板外沿部位,而叶片的磨损目前仍限于焊补。现在国内采用安装抗磨构件的方法修复大型泵者尚不多,多数仍采用堆焊或焊补的方式修复。由于不能充分发挥修复材料的抗磨性能,所以修复寿命不长,而且工作量大,费用也高。
上一篇:管道排污泵机械密封正确的安装方法下一篇:延长水泵的使用寿命方法
-
 浙江上武流体科技有限公司
浙江上武流体科技有限公司咨询热线 15167752343 内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。浙江上武流体科技有限公司 电话:0577-67188823 手机:15167752343 地址: 六岙工业区